Nozzles are the smallest consumable on a printer and the one most likely to be misunderstood. Most users buy a printer, run the stock brass/stainless steel nozzle until it prints poorly, then type “best nozzle” into a search bar and land on a hardened steel option because it promises durability. Then the print quality collapses and they blame the filament, the slicer, the bed level, everything except the thermal properties of that new nozzle.
We stock and ship a lot of nozzles at DREMC, and we hear the aftermath of these decisions. Here is what actually matters when choosing a nozzle material, filtered through the failures we’ve helped diagnose and the upgrades that people tell us, sometimes years later, were genuinely worth it.
The Thermal Trap: Brass vs. Hardened Steel
The single most common problem we see is a straight swap from a brass or plated copper stock nozzle to a basic hardened steel nozzle the kind that comes as a budget “upgrade.” The user installs it, prints the same gcode, and suddenly sees under-extrusion on sections that printed perfectly before. The diagnosis is almost always the same: the nozzle isn’t hot enough.
Hardened steel has lower thermal conductivity than brass. The heat from the heater block doesn’t transfer into the filament path as efficiently, so the filament exits cooler. A hotend that was barely keeping up at 210°C on brass may need 220°C or higher on steel to maintain the same melt rate. If your hotend is already at its maximum comfortable temperature, the other fix is to reduce flow rate or slow down the print or decrease the volumetric speed limit in the slicer.
This isn’t a defect. It’s a material property, and it’s easily solved, but only if you know to look for it. The higher the thermal demand (large nozzles, high speeds, high-temperature filaments), the more this gap widens. Plated copper nozzles exist precisely to close that gap while still offering a hardened surface. For most users not printing abrasives, a quality nickel-plated copper nozzle will match brass’s thermal performance and outlast it by a considerable margin. It’s the unsung sensible pick.
Single-Material vs. Hybrid Nozzles: The Hidden Failure Modes
Many high-performance nozzles and hotend (single body designs) today are hybrid designs. A copper/brass body for heat transfer with a wear-resistant insert for the tip, usually hardened steel or a harder materials such as diamond, tungsten, ruby. The TriangleLab ZS range we stock uses this construction (copper+harden steel) its cost effective solution, and it works well until a user tries to clear a clog the same way they did on a solid brass nozzle.

These inserts are press-fitted into the copper body at the factory. The two materials expand at different rates, and the bond relies on that press fit. When a clog occurs and a powerful extruder pushes molten filament through with high pressure, or when a user performs a forced “cold pull” with a yank, it is possible to push the insert out of the nozzle body. It doesn’t happen every time, but we’ve seen enough loosened inserts to know it’s a real failure mode, not a theoretical one.
Had this same thing happen to me when I was printing with some of Bambu’s PAHT-CF. My guess is it was a combination of failures. 1st a clog or partial clog. 2nd the nozzle insert or pocket were out of spec and with the higher heat for the PAHT filament it expanded enough that the… pic.twitter.com/zZXYqP9Om3
— AJAX (@AJAX_3D) January 14, 2024
For hybrid nozzles, we recommend clearing clogs with a gentle heat soak and a careful cold pull or by disassembling and using a solvent where appropriate rather than ramming filament through with the extruder. If a cold pull is necessary, be controlled, not violent.
A separate risk has emerged with the newer silicon carbide (SiC) nozzles from Phaetus. SiC is extremely hard and thermally excellent, but it is also brittle. A nozzle crash into the bed, or probing the nozzle tip with a steel needle to clear it, can crack the tip. We’ve seen nozzles leak and eventually break because of a hairline fracture that started with a cleaning needle.

For any brittle nozzle like SiC, ceramic, even some coated carbide, the rule is: never insert a hardened needle into the orifice. Heat soak and purge with clean filament. If you must mechanically clear it, use a softer tool than the nozzle material itself.
For solid, single-material nozzles (brass, plated copper, tungsten carbide, full hardened steel), the most common failure point remains improper hot tightening during installation. Follow the manufacturer’s torque spec, heat the hotend to printing temperature, and tighten the nozzle against the heatbreak, not the heater block. That alone eliminates most leaks. Beyond installation errors, all nozzle materials will eventually wear. The only question is how many kilograms of filament that takes.
One design that cleverly sidesteps the press-fit problem entirely is the new diamond-tip nozzle from Fabreeko. The diamond tip is entirely encased within the nozzle body rather than being a visible insert at the tip. This structural approach removes the risk of the tip working loose under pressure. It’s an elegant solution to a failure mode that has quietly plagued hybrid designs.

Plated Copper, Tungsten Carbide, Diamond: Does the Upgrade Actually Show in the Print?
We get asked constantly whether a more expensive nozzle produces a visibly better print. The short answer: not really, for the same settings and a standard PLA. A well-made plated copper nozzle, a hardened-steel-tipped copper hybrid, and a premium tungsten carbide nozzle will all produce essentially indistinguishable surface finishes on a typical print if the printer is correctly tuned for each one’s thermal requirements.
The difference shows up in reliability over time, and the feedback we receive from customers often arrives years after the purchase a message that says, “I finally wore out that nozzle you recommended.” That’s the real value. A brass nozzle may last a few months of moderate use before the orifice erodes and dimensional accuracy drifts. A quality plated copper or tungsten carbide nozzle can run for years without a measurable change. For someone printing abrasives or running a small business, that consistency removes a variable they didn’t realise they were constantly compensating for. The upgrade isn’t about prettier prints today; it’s about prints that look the same a thousand hours from now.
The Size and Material Sweet Spot That Most People Miss
In-house, we print with 0.5mm nozzles most of the time. It’s a fraction faster than 0.4mm for functional parts, doesn’t lose noticeable detail, and is slightly more forgiving with filled materials. For anyone who wants more detail than a 0.4mm can provide but also occasionally runs chopped-fibre filaments, 0.5mm is the compromise that rarely clogs and rarely disappoints.
The 0.4mm nozzle remains the all-rounder that can do almost everything, and we recommend beginners master it before going smaller. It’s easier to tune(as this what manufacturer ship and profiles are tuned for), far less prone to partial clogs, and the detail gain from dropping to 0.25mm or 0.2mm is surprisingly small on most practical prints. In our experience, those ultra-fine nozzles are most commonly bought for Hueforge prints, where extreme top layer resolution matters for the colour blending algorithm, rather than for miniatures. Miniature painters we talk to tend to stick with 0.4mm and let the resin printer handle the truly tiny stuff.
Larger nozzles such as 0.6mm, 0.8mm are worth adding to your drawer only when a specific project demands them: very large structural parts, vase-mode prints with wide extrusions, or printing highly filled abrasive filaments where a wider orifice reduces backpressure and wear. Unless you have that need, a good 0.4mm or 0.5mm nozzle in a durable material will cover 95% of what a printer will ever be asked to do.
The Future: ObXidian, High-Flow Geometries, and Whether Coatings Are Worth It
The new E3D ObXidian 500 nozzle claims a four-channel internal geometry for 70% higher volumetric flow and a coating that reduces filament buildup. That’s a genuine functional improvement, not just marketing. Higher flow at the same temperature means better layer adhesion at your existing speeds, or more consistent flow without over-compensating in the slicer. For printers that can keep up, this is a real performance gain. I would keep a eye out for new E3D latest FUGE.
But the “non-stick” coating? For most materials, the reduction in build-up is subtle. We have seen it help with certain sticky PLAs and ABS/ASA, but if you’re expecting a nozzle that never accumulates a PETG booger, you’ll be disappointed. The primary benefit of the ObXidian 500 is the flow, not the wipe at least with PETG from our experience. We have found Slice Engineering Repellent to work better but its its has been re-applied and may not with all blends of PETG.
Looking ahead, the trend is clear: the market is moving toward high-flow, wear-resistant nozzles with advanced coatings as standard equipment, not upgrades. Diamond-tip designs, fully encased tips, and high-flow internal geometries will trickle down from premium after market parts into the nozzles that ship with mid-range printers. The days of a simple brass nozzle as the default are numbered.
For today’s purchase, here’s our honest hierarchy. If you only print PLA and PETG without abrasives, a quality nickel-plated copper nozzle is the one that will make you forget nozzles exist for a year or more. If you print abrasives, a hardened steel tip + copper body hybrid is the workhorse, but treat it gently when clearing clogs. If you want to buy once and print everything for years, tungsten carbide or an encased diamond tip is the endgame and the initial cost starts to look cheap when you tally how many brass nozzles you would have thrown away in the same span.
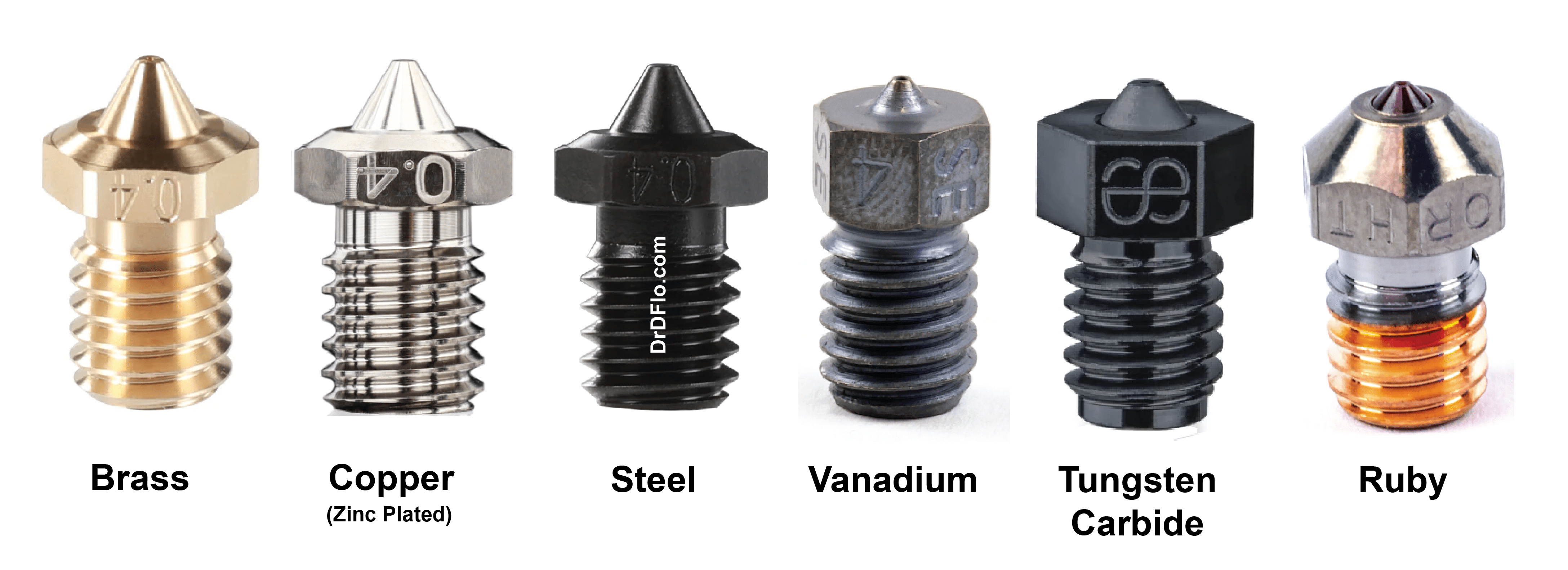
Image Source: https://www.drdflo.com